Processing: Making the Light Guide Imprint Master and the Manufacturing Process
Large Format Mastering is required to make the nano-imprinting capability possible. These metal Imprint Masters are used to imprint the micro-lenses into the surface of light guides in a custom array which provides efficient and uniform lighting. High technology Interference Lithography was uniquely developed from the Semiconductor Industry to make this high resolution mastering possible.
Large Format Mastering Equipment
The combination of Interference Lithography and High Resolution, Large Format Mastering makes Nano Imprinting technology possible. All of the supplied films are manufactured with this new Nanotechnology Imprinting technology. This high resolution nanometer imaging makes very exact control of the light direction possible with high transmissivity. The special imprinting process allows such high resolution imaging to be manufactured at low cost with very high quality and uniformity.
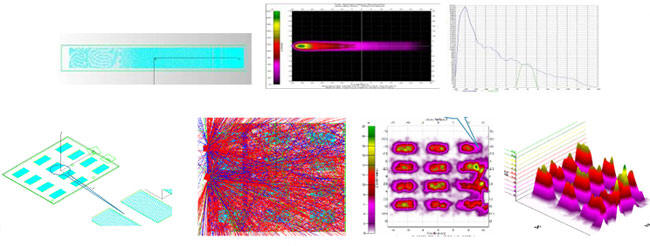
Development Software: Light Guide Simulation
Light simulation software can assist with the initial design stages providing LED quantity, positions and design proposals.
Light Guide Film Imprint Processing
Once mastering is complete, films are imprinted onto rolls of film to provide very low cost manufacturing. Films are then encapsulated in protective films on either side of the imprinted film to prevent surface damage up to customer product installation. Die cutting is also available to make customer installation into products accurate and easy.
Cleanroom Conditions
Processing is carefully monitored and controlled in clean room environments to ensure quality products are supplied. All manufacturing is to ISO 9001 quality control standards..
Product Support
A full, high technology staff including Engineers and Ph. D’s to enable the wide range of customer requirements to be met to customer expectations. They are continually working to develop new applications and capabilities as well. In addition, processing is carefully monitored and controlled in clean room environments to ensure quality products are supplied.